


Le brasage permet d’associer deux pièces à l’aide d’un métal d’apport fourni par une baguette. C’est LA technique à connaître pour qui veut souder du cuivre. Mais pour obtenir un résultat parfaitement étanche – et résistant à la pression – il faut bien quelques astuces.
Maîtriser un savoir-faire
La soudure des canalisations en cuivre est de la compétence de votre plombier. La technique cependant n'est pas compliqué à comprendre et avec de la précision et de la rigueur ce savoir-faire est à la portée du bricoleur averti. Il est des règles à respecter pour s'assurer que la soudure soit bien étanche et que vos canalisations ne vont pas laisser s'échapper de l'eau à cause d'un raccord mal réalisé.
Comme très souvent, dans ce genre de travaux, la préparation est essentielle. Si le matériel a été correctement préparé, nettoyé et apprêté pour recevoir la soudure, une partie du travail est fait. Vient ensuite la soudure à proprement parler. Il va falloir apprendre à maîtriser le chalumeau, pas assez chaud l'étain ne filera pas dans le raccord pour l'étanchéifier. Trop chaud, la flamme risque de brûler le cuivre et de l'endommager (lorsqu'il est trop chauffé le cuivre devient poreux). Voici donc quelques conseils à suivre.
La bonne température est atteinte lorsque le cuivre affiche une couleur rouge cerise.
Mesures et repérage

A. Assemblage
Le tube doit pénétrer dans le raccord jusqu’en butée. En principe, l’assemblage est réalisé avant la soudure et maintenu de façon à ne pas bouger pendant l’opération.

B. Coupe
Cette mesure est également intégrée pour couper à la bonne longueur les sections de tube nécessaires à un réseau. La longueur de l’emboîtement varie selon le raccord et le diamètre.
Préparation

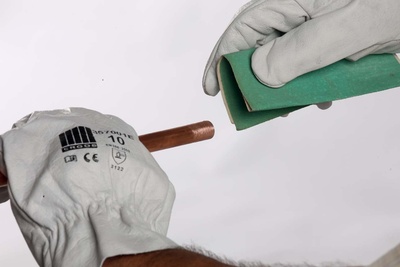
C. Ponçage
L’extrémité du tube est soigneusement poncée à la toile émeri à grain fin (ou un tampon à récurer), jusqu’à effacer le repère de feutre.
D. Décapant
Cette préparation améliore la pénétration du métal d’apport. L’intérieur du raccord est poncé de la même manière, puis les deux pièces sont essuyées au chiffon. Les deux parties sont alors enduites de flux décapant, une pâte indispensable pour améliorer la qualité de la soudure.
L'astuce du Pro

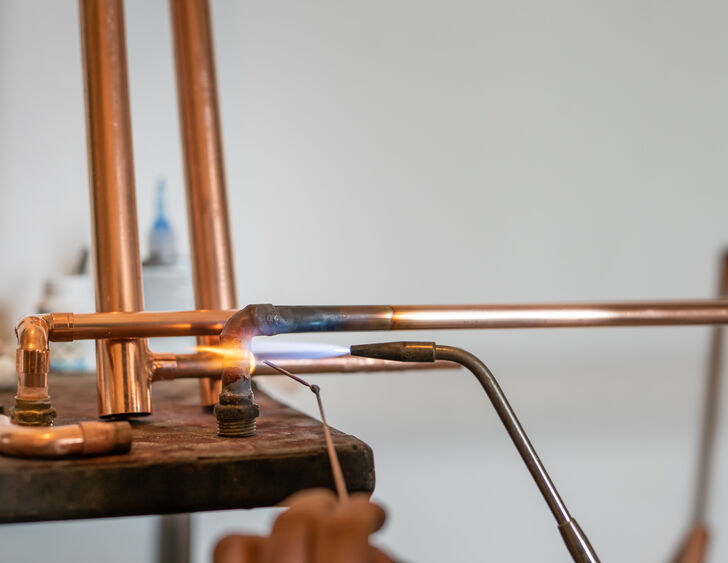
Avant de chauffer, il faut d’abord régler la bonne température de flamme en agissant sur la molette de débit et/ou de mélange.

Elle est atteinte lorsque le dard est bleu en périphérie et blanc au milieu. Pour souder l’arrière du tube, calez un miroir.
Le geste Pro
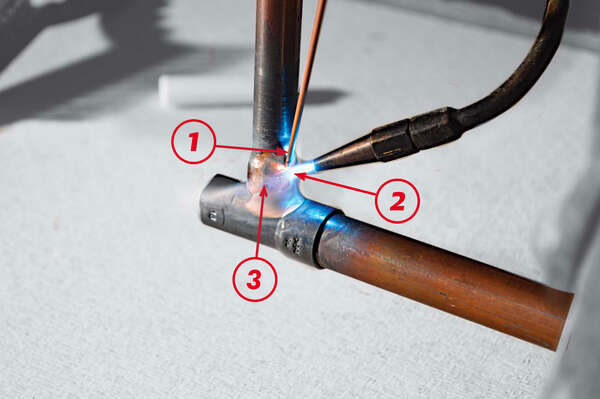
1. La baguette ne touche pas le cuivre, sauf lorsque celui-ci atteint la bonne température. Le métal fond alors comme de la cire de bougie et « file » dans le raccord.
2. Le dard de la flamme est dirigé sur la partie femelle du raccord, pas sur le tube, de manière à concentrer la chaleur là où va se diffuser le métal d’apport. Chauffez uniformément sans vous arrêter sur un point fixe.
3. La bonne température est atteinte lorsque le cuivre affiche une couleur rouge cerise. Ecartez la flamme, présentez la baguette. Si elle ne fond pas, chauffez de nouveau.
Les cours à retenir

À faire
Le cordon de soudure est pratiquement invisible. Il est régulier sur toute la périphérie du raccord, sans surépaisseur.

Ne pas faire
Le métal d’apport forme des gouttelettes. Il n’a pas filé dans le raccord : le cuivre n’a pas été assez chauffé et/ou bien préparé (flux décapant, ponçage).
1. Il existe deux types de brasage, tendre ou fort, qui se distinguent par la température nécessaire pour provoquer la fusion du métal d’apport. Elle est inférieure à 450 °C dans le premier cas, supérieure dans le second.
2. C’est le brasage tendre qui est utilisé dans les réseaux d’alimentation en eau. Le fort, plus difficile à maîtriser sans brûler le cuivre, est à réserver aux réseaux sans risque de corrosion, pour le gaz notamment.
3. Lors de l’achat, attention à bien vérifier le type de baguettes. Celles destinées au brasage tendre présentent un point de fusion aux alentours de 250° C. Elles sont de type étain-plomb, étain-cuivre ou étain-argent.


